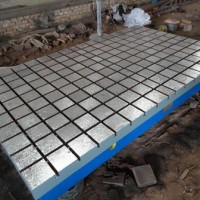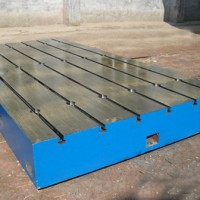



T型槽平台材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
T型槽平台精度:按计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平台的质量检测:
1、T型槽平台工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、T型槽平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应 型砂、且表面平整,涂漆牢固,各棱边应修钝。在精度等级低于'00'级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
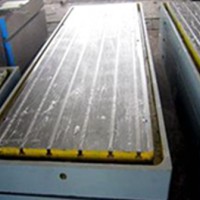
3、T型槽平台的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、T型槽平台工作面的硬度应为HB170-220。
6、T型槽平台应经过稳定性处理和去磁。

 机械钳工操作技能要点跟加工问题产生的原因
机械钳工操作技能要点跟加工问题产生的原因一、装配钳工操作技能要点
钳工的作业要求做到精细化,因为在手工拆卸作业过程中,特别容易造成零件的损坏、变形或丢失,影响到机械装配。因此,钳工在进行拆卸时,要做好拆卸作业的事前检查和事后复查。所谓事前检查,就是在进行拆卸之前,反复地研究等待检修设备的图纸资料,钳工根据该设备的特点和自己的工作经验,确定出比较合理的拆卸方法。在进行拆卸时,钳工必须正确地运用好拆卸工具,拆卸过程中所用力道要适当,以免损坏零件的表面,影响到器械的配合精度。设备当中运用到的、较为精密的零件,切忌多件堆放,例如细长轴等,要在清洗和涂油后垂直悬挂,避免磕碰造成精度失真;比较 细小的零件容易丢失,应当在拆下后及时进行清理,然后及时装配到原位上,谨防遗失;对于重型的零部件,要进行多点支撑,以防变形。
在铸铁平板使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平面的额定载荷,否则会造成工作质量降低,还有可能破坏平板的结构,甚至会造成铸铁平板变形和损坏,无法再使用。
二、钳工加工问题产生的原因
(1)加工速度慢的问题。在钳工技术使用中,存在着加工速度较慢的问题,主要原因有以下几个方面。导航网址,回线过程中存在的问题。在钳工技术运用中,回线中当出现视线与高度尺寸垂直时,会出现仰视的现象,导致回线尺寸较大,影响加工技术使用的整体效率。导航网址,锯削技术中存在的问题。通过对机床装配工程的分析,在锯削技术使用的过程中存在着锯削技能相对较差的问题,若其回线较远,锯削过程中相关人员没有将锯削的锯条与竖直线进行重合,会出现锯削余量增大的问题,增加锉削的时问,无法强攻技术使用的整体速度。第三,钻孔技术中存在的问题。在钳工技术使用中,出现回线不准确、不清晰的问题,会影响样冲打的准确性,从而出现钻孔错位的问题。第四,螺纹技术使用中存在的问题。针对螺纹钻孔施工状况,在钻头选择中存在着钻头较小的问题,在这种施工背景下会出现操作时问过长的问题,而且会出现工艺重复的现象。
(2)工艺质量差的原因。通过对机床装配施工状况的分析,钳工技术使用中存在着工艺质量较差的问题,具体原因如下。导航网址,若在钳工技术使用中出现测量方法使用不当的问题,会出现尺寸读数不准确的现象,严重的会出现尺寸精度小的问题。导航网址,锉削夹装限制。在钳工技术使用中,出现锉刀不端平的现象,当锉刀选择不平衡时,会影响工艺处理的整体价值,为工件装夹技术的运用带来限制。第三,钻孔中存在的问题。结合钳工技术的使用方案,当孔径大于规定尺寸时,会出现高低不一致的问题,导致工作台锁紧的问题,影响钳工工程施工的整体质量。
河北新创工量具制造有限公司(http://www.hbxcglj.com)主要产品有各种规格大理石平板、划线平台、T型槽平板等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。